Pressure Control in Thermoset Machining
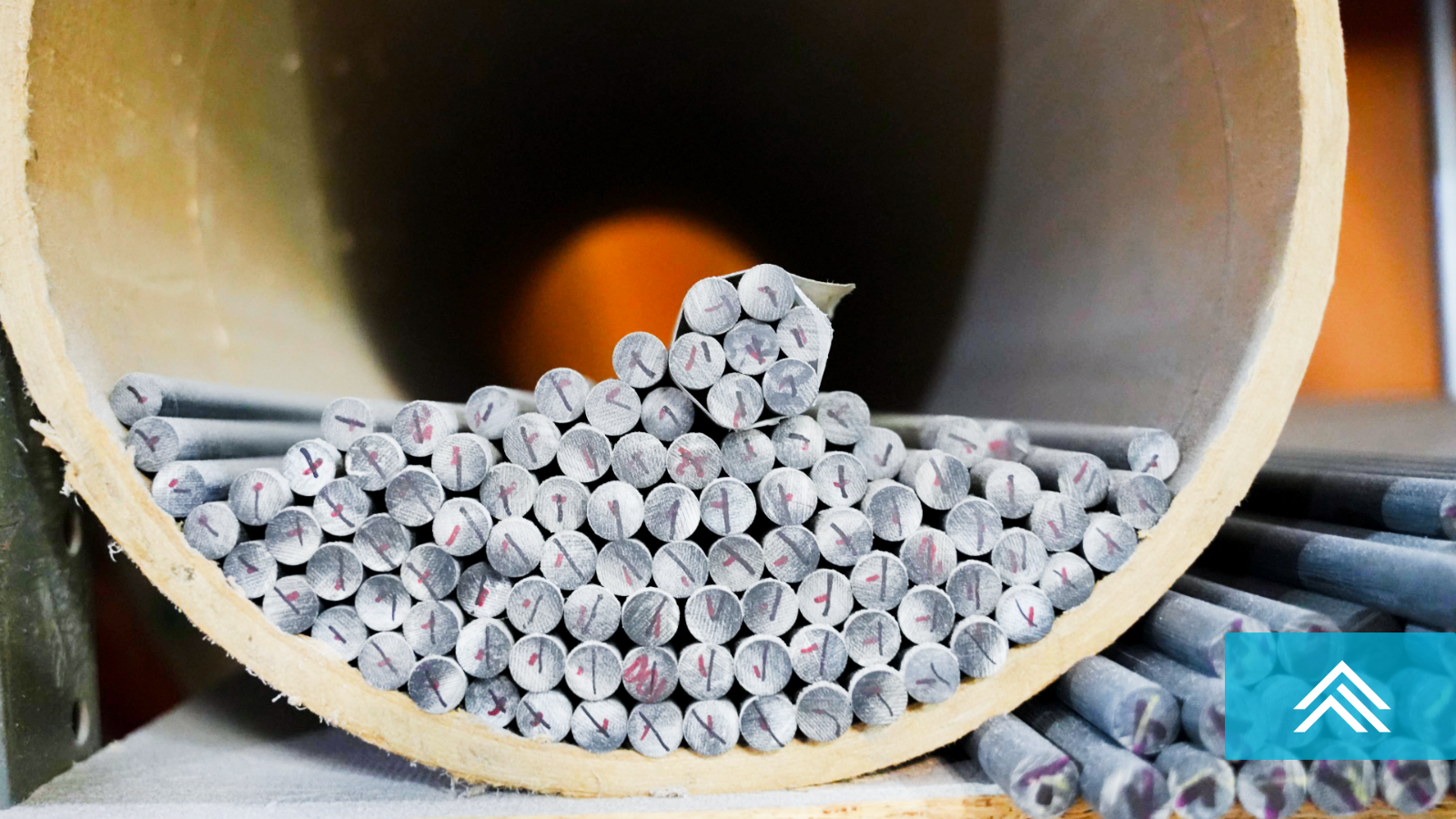
Turning thermoset composite rod – such as G10/FR4, phenolics, and epoxy laminates – introduces a different set of challenges than machining flat stock (like composite sheet). These materials are stiff, but they are sensitive to cutting pressure and deflection.
Loss of concentricity – how closely the center of one circular feature aligns with another – often occurs quietly, without obvious surface defects. Parts may look acceptable while critical geometric relationships have already drifted out of tolerance.
In rod machining, integrity depends on controlling pressure, support, and heat throughout the turning process.
Establishing a True Datum
Molded composite rod is not always perfectly round. Indicating directly on the as-received surface can introduce error before machining even begins.
A light skim cut establishes a true, machined datum. Indicating on this surface before finishing ensures that concentricity is referenced to actual geometry rather than assumed roundness.
Managing Clamping Pressure
Composite laminates can ovalize under excessive chuck pressure (the clamping force, expressed in PSI or bar, on a lathe or turning center). When the part is released, it may relax into a different shape – destroying roundness and size control.
Soft jaws or collets distribute pressure more evenly and allow the use of minimal clamping force. Whenever possible, finish-turning in a single setup from one datum reduces stack-up error.
If flat laminates fail by delamination, rods fail by distortion.
Supporting Long and Thin Parts
Deflection becomes the dominant risk as length-to-diameter ratios increase. Live centers, steady rests, and follower rests stabilize the rod and prevent whip or taper during cutting.
For thin-wall tubes or bored rods, mandrels or arbors help maintain coaxiality (a geometric tolerance that describes how well two or more cylindrical features share the same center axis) between ID and OD by supporting the internal geometry during machining.
Tool Geometry and Cutting Pressure
Sharp carbide tooling with positive rake and adequate clearance reduces cutting forces and helps shear fibers cleanly. Excessive nose radius increases radial pressure and can push the part off-center; too small a radius degrades finish.
Balanced tool geometry allows the material to be cut without excessive load.
Pass Strategy and Heat Control
Roughing passes should remove outer skin and ovality, leaving a consistent allowance for finishing. A single continuous finish pass – without dwell – is critical for holding concentricity.
Constant surface speed, where available, maintains consistent cutting conditions. Air blast or mist cooling clears chips and limits heat buildup, preventing resin smearing and unpredictable size growth.
Finishing and Edge Treatment
Turned composite rod typically reveals fiber structure. When improved surface finish is required, controlled sanding or centerless grinding can be used – but only with full support to preserve roundness.
Edges should be deburred lightly. Aggressive chamfering introduces localized load and can chip laminate corners.
Inspection and Tool Wear Monitoring
Tool wear in composites often manifests as increased cutting pressure, which leads directly to deflection and concentricity loss. Monitoring tool life is essential.
Concentricity should be verified using between-centers measurement or V-block inspection, referencing the same datums used during machining.
If flat laminates fail by delamination, rods fail by distortion. Successful composite turning is not about aggressive cutting – it’s about pressure control, support, and disciplined verification. When those elements are aligned, thermoset composite rod can be machined with repeatable precision and reliable geometry.