
Filament Wound Tubes Are Built for Strength, Precision, and Performance
When it comes to high-performance engineering, materials matter – but so does the way those materials are shaped, layered, and cured.
At Atlas Fibre, we’ve spent decades perfecting both the science and the art of composite tube manufacturing. Two techniques dominate the landscape: convolute winding and filament winding. While both use fibers and resin to build structural strength, the difference lies in how those fibers are placed – and that difference changes everything about how the tube behaves.
The Science Behind the Structure
In composites, strength isn’t just about what you use – it’s about how you align it. A filament or prepreg layer becomes more than just reinforcement; it’s a directional force vector that defines how the tube will respond to stress.
Convolutely wound tubing begins with a woven prepreg – typically glass, cotton, or polyester fabric impregnated with a thermosetting resin such as phenolic or epoxy. The prepreg sheet is helically wrapped around a mandrel in overlapping layers. Because the fibers are laid at a defined angle relative to the tube’s axis, the resulting structure exhibits excellent torsional strength and resistance to hoop stress.
Unlike high-tension processes, convolute winding allows for controlled flexibility during manufacture. This not only makes dimensional transitions easier to achieve but also supports tighter machining tolerances – ideal for components requiring grooves, threads, or internal contours. Several paper phenolic grades are produced this way, balancing mechanical strength with machinability and dielectric stability.
Filament wound tubes, on the other hand, trades flexibility for raw precision. In this method, continuous fiber tows – usually glass, carbon, or aramid – are tensioned and wound onto a rotating mandrel at preprogrammed angles. The pattern is controlled by a CNC winding machine, with fibers passing through a resin bath or prepreg feed system that ensures complete impregnation and alignment. The fibers are cured under heat or pressure, solidifying into a dense, high-performance composite with exceptional axial strength and dimensional stability.
Engineering Through Orientation
Fiber orientation defines how a tube carries load – and that’s where the two methods diverge most sharply.
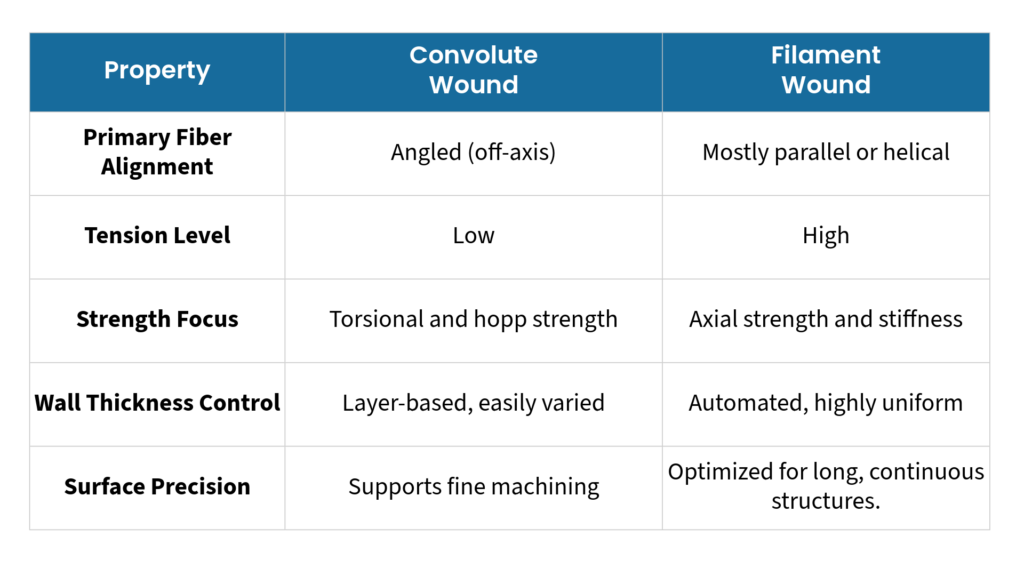
Convolutely wound tubes excel in torsional and bending applications – environments where controlled flex or twist is a benefit rather than a flaw. Filament wound tubes, by contrast, are designed for axial load-bearing and pressure containment, where fiber alignment must translate directly to structural rigidity.
Inside the Manufacturing Process of Filament Wound Tubes
Convolute Winding
The process starts with a resin-rich sheet rotating around a mandrel at constant speed. Each layer overlaps the previous one, building wall thickness through continuous layering. After winding, the tube is cured under elevated temperature and pressure, solidifying the resin matrix into a rigid, dimensionally stable composite. The result: a balance of torsional strength, dielectric performance, and machinability that has made these materials trusted by engineers for decades.
Filament Winding
Here, automation meets material science. Fiber spools are fed through a tensioning system and resin bath, with every pass placed at a precise angle relative to the mandrel’s axis. Winding patterns can vary:
- Hoop winding (90°) for maximum circumferential strength
- Helical winding (±45°) for balanced torsion and axial load
- Polar winding for domed or closed-end geometries
Once cured, the composite achieves near-theoretical fiber efficiency – minimal voids, maximum strength-to-weight ratio, and repeatable performance across long production runs.
Design Flexibility and Material Control
The choice between convolute and filament wound tubes depends on what the application demands:
Convolutely wound tubes offer design agility, easily accommodating changes in diameter, localized wall thickness, and fine-machined features.
Filament wound tubes provide predictable mechanical performance, with engineered fiber placement and automated repeatability that’s ideal for structural, aerospace, and pressure vessel components.
Both methods support the use of thermoset resin systems – typically phenolic, epoxy, or polyester – allowing engineers to fine-tune mechanical, thermal, and chemical properties for specific use cases.
Where Performance Meets Purpose
At Atlas Fibre, the two processes complement one another.
Convolutely wound phenolics are favored in aerospace, robotics, and industrial electrical systems, where torsional strength, machinability, and dielectric integrity are essential.
The filament wound tube manufactured at Atlas Fibre is used in aerospace actuators, marine structures, and precision pressure systems, where axial stiffness and dimensional control matter most.
Each process represents a different path to performance – one shaped by flexibility, the other by control. Both are born from the same engineering philosophy: to transform fibers and resin into precision-built components that outperform metal, plastic, and expectation.
Parallel Approaches for Optimized Performance
Convolute and filament wound tubes aren’t competing technologies – they’re parallel approaches to the same goal: optimized performance through controlled fiber architecture.
At Atlas Fibre, we understand the science behind both. Whether it’s winding a paper phenolic prepreg for a custom electrical sleeve or programming a multi-axis filament winding path for a high-pressure aerospace cylinder, the result is the same: Precision Without Compromise.